 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯ISB3.9發動機缸體

康明斯ISB3.9發動機缸體
概述
缸體使用鏜孔氣缸取代了缸套。如果發生損壞或磨損,氣缸能夠進行修理。氣缸可以擴大鏜孔兩次,以使用加大尺寸的活塞和活塞環(加大尺寸 0.5 mm [0.020 in] 和 1 mm [0.040 in])。如果缸孔必須被鏜大 1 mm [0.040 in] 以上,也需要安裝維修套筒。參考本步驟中的“加大缸徑和/或維修襯套”信息。
康明斯ISB3.9發動機缸體初始檢查
在拆卸活塞和連桿總成以前,測量并記錄活塞伸出量。參考第 1 節中的步驟 001-054。如果需要,在解體以前測量活塞伸出量有助于決定缸體能否重修表面。
準備步驟
拆卸發動機并放在發動機支架上。參考第 0 節中的步驟 000-001。解體發動機。參考第 DS 節 - 發動機解體。
初始檢查
在清潔或進一步解體缸體以前,進行目視檢查,查看有無任何會妨礙繼續使用的損壞(裂紋、磨蝕等)。
密切注意缸體的下列區域:
主軸承蓋和孔
凸輪軸孔
缸孔
挺桿孔
缸體燃燒面
油底殼安裝面
機油泵安裝區域
水泵安裝區域
缸體密封面前部和后部
機油冷卻器腔。
清潔并檢查能否繼續使用
檢查所有管塞、膨脹塞和直螺紋塞有無損壞或泄漏的跡象。
如果由于碎屑或污染物過多而必須徹底清潔缸體以便繼續使用,根據需要,拆卸所有管塞、膨脹塞和直螺紋塞。確保所有機油和冷卻液管道清潔。
使用以下步驟拆下和安裝螺塞。
拆下碗形塞。參考第 17 節中的步驟 017-002。
拆下管塞。參考第 17 節中的步驟 017-007。
拆下直螺紋塞。參考第 17 節中的步驟 017-011。
![]() 警告
警告 ![]()
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
使用清潔溶劑和非金屬刷清洗缸體機油孔。
徹底清潔所有密封墊密封表面上的所有密封墊殘余物。
![]() 警告
警告 ![]()
該部件或總成重達 23 kg [50 lb] 以上。若要防止造成嚴重的人身傷害,一定要尋求幫助或使用合適的提升設備來提升此部件或總成。
將缸體從發動機支架上拆下。
![]() 警告
警告 ![]()
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。
![]() 注意
注意 ![]()
使用不會損壞凸輪軸襯套的溶液進行清潔。
有關清洗箱,請遵循制造商的操作說明。
使用溶劑時請遵循溶劑制造商的說明。
注: 康明斯公司不推薦使用任何專用清洗溶劑。經驗表明,使用加熱到 80 至 95°C [176 至 203°F] 的清洗溶液會取得最佳效果。能夠混合并且過濾清洗溶液的清洗箱會產生最佳效果。
在清洗箱中清洗缸體。
![]() 警告
警告 ![]()
使用蒸汽清潔器時,戴上安全眼鏡或防護面罩,并穿上防護服。熱蒸汽可能會造成嚴重的人身傷害。
![]() 警告
警告 ![]()
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。
![]() 注意
注意 ![]()
為了減少發動機損壞的可能,確保從螺釘孔和機油油道中清除所有碎屑。
從清洗箱里取出缸體。
用蒸汽徹底清洗缸體。
用壓縮空氣吹干缸體。
注: 如果缸體不準備立即使用,涂抹防腐油以防止銹蝕。蓋住缸體以防止污垢粘結到機油上。
缸體清潔后,再次檢查缸體有無會妨礙繼續使用的裂紋、磨蝕和變色。
為了幫助識別缸體中的裂紋,使用裂紋檢測組件(零件號 3375432)。
密切注意缸體的下列區域:
主軸承蓋和孔
凸輪軸孔
缸孔
挺桿孔
缸體燃燒面
油底殼安裝面
機油泵安裝區域
水泵安裝區域
缸體密封面前部和后部
機油冷卻器腔。
確保檢查主軸承蓋和主軸承鞍座區域有無裂紋、磨蝕和變色。
如果發現任何損壞,必須更換缸體。
檢查所有螺釘孔有無損壞的螺紋。螺旋螺紋鑲圈可用來修理所有損壞的螺紋。
可用的維修工具螺紋鑲圈:
零件號 3377905,用于標準螺紋
零件號 3377903,用于公制螺紋。
注: 螺旋螺紋鑲圈不得用來修理主軸承鞍座螺紋螺釘孔。如果損壞,必須更換缸體。
檢查缸孔是否磨光。
沒有磨光的表面具有網紋狀的外觀,線條與缸孔頂部成 25 至 30 度角。
如果需要拋光,參見本節后面的拋光操作說明。
檢查凸輪軸孔有無劃痕、擦傷或過度磨損。
如果發現凸輪軸孔損壞而以前未安裝過凸輪軸襯套,加工凸輪軸孔到加大尺寸,以安裝標準的凸輪軸襯套。關于技術規范,參考此步驟中的“測量”步驟。
如果孔的損壞超出加工范圍,或如果以前安裝過凸輪軸襯套,必須更換缸體。不提供加大凸輪襯套。
測量
所有的缸體測量都必須在缸體安裝好主軸承蓋和扭矩板并放置在平面上時進行。
如果缸體安裝在發動機支座上和/或未安裝主軸承蓋,測量值會由于扭曲而變得不正確。(缸孔、主軸承孔、凸輪軸孔等)。
檢查未安裝凸輪軸襯套的凸輪軸孔。
使用以下步驟以了解技術規范。參考第 1 節中的步驟 001-010。

檢查挺桿孔是否有拉痕或過度磨損。
測量挺桿孔。
挺桿孔徑
|
mm |
in | |
|
16.000 |
最小 |
0.630 |
|
16.055 |
最大 |
0.632 |
注: 如果挺桿孔不符合技術規范,必須更換缸體。
安裝不帶主軸承的主軸承蓋。對于主軸承安裝,使用以下步驟。參考第 1 節中的步驟 001-006。
擰緊主軸承螺釘。
扭矩值: 176 n.m [130 ft-lb]
測量拆卸軸承后的主軸承孔。
拆卸軸承后的主軸承孔直徑
|
mm |
in | |
|
87.983 |
最小 |
3.4639 |
|
88.019 |
最大 |
3.4653 |
注: 如果主軸承孔直徑不符合技術規范,檢查主軸承蓋是否安裝在正確的位置和方位上。如果主軸承蓋安裝正確,必須更換缸體。

主軸承螺釘繼續使用測量
若要檢查主軸承螺栓能否繼續使用,必須按下列方法測量長度:
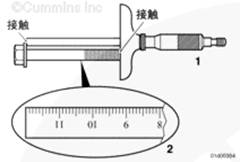
對于每個已經拆下的主軸承螺栓,如圖所示測量從螺栓頭部下面到螺栓尖端的長度。采用以下兩種方法之一:
深度千分尺(保證精度的首選方法)
機工尺。
如果測量值大于最大技術規范,必須更換主軸承螺栓。
缸蓋下部主軸承螺釘長度
|
mm |
in | |
|
119.25 |
最大 |
4.695 |
康明斯ISB3.9發動機缸體測量
測量缸體整體平面度。
缸體平面度
|
mm |
in | |||
|
前端到后端 |
|
0.076 |
最大 |
0.003 |
|
左側到右側 |
|
0.051 |
最大 |
0.002 |
檢查是否存在局部傾斜或缺陷。如果存在,必須重新找平頂面。
加大缸蓋密封墊用于重新找平缸蓋和缸體燃燒面。
必須使用加大尺寸的缸蓋密封墊以確保保持活塞與缸蓋之間的正確間隙。
機加工后,如下所示在缸體右后上部的拐角表面刻上標記:
標準 - 無印記
首次將密封墊 X 加厚 0.25 mm [0.010 in]
對于第二加大尺寸的密封墊 XX,總計達 0.50 mm [0.020 in]。
|
不要在距缸體燃燒面 50 mm (1.97 in) 的范圍內測量缸徑。測量將會不準確。 |
注: 在缸體測量、磨光或鏜孔時,確保所有主軸承蓋和扭矩板就位而且被適當擰緊。使用下述步驟中正確的扭矩值。參考第 1 節中的步驟 001-006。
檢查缸孔有無損壞或過度磨損。
使用內徑千分表在活塞行程區域頂部和底部呈 90 度角的四個位置上分別測量缸孔。
缸孔直徑(新缸體)
|
mm |
in | |
|
102.010 |
最小 |
4.0161 |
|
102.030 |
最大 |
4.0169 |
缸孔直徑(舊缸體)
|
mm |
in | |
|
102.010 |
最小 |
4.0161 |
|
102.050 |
最大 |
4.0177 |
失圓度
|
mm |
in | |
|
0.038 |
最大 |
0.0015 |
錐度
|
mm |
in | |
|
0.076 |
最大 |
0.003 |
注: 氣缸可以擴大鏜孔兩次,以使用加大尺寸的活塞和活塞環(加大尺寸 0.5 mm [0.020 in] 和 1 mm [0.040 in])。如果缸孔必須被鏜大 1 mm [0.040 in] 以上,也需要安裝維修套筒。參考本步驟中的“加大缸徑和/或維修襯套”信息。
康明斯ISB3.9發動機缸體修理
|
必須采取預防措施以防止任何修理操作中的碎屑進入發動機的機油油道。否則會導致發動機損壞。 |
在對缸孔進行任何修理之前,一定要用防水膠帶蓋住缸體頂部的機油孔和挺桿孔。
磨光:
磨光能使缸孔表面達到安裝活塞環所需的適當光滑度。磨光必須只能在缸孔仍在技術規范范圍內時進行。
注: 新的活塞環不能座合在磨光后的缸孔中。
使用球形磨石并以 300 至 400 RPM 的轉速,往復頻率為每秒上下各一次。一定要使用等級優良的鏜磨油或 SAE 30W 發動機油和柴油的等量混合物作為鏜磨潤滑劑。
注: 垂直往復運動必須是沿著整個缸孔長度的平滑連續運動。
在往復來回 10 次后檢查缸孔。
注: 網紋角度是鉆頭轉速和磨石垂直移動的速度大小共同作用的結果。移動太快或者太慢都會造成網紋角度不正確。
正確磨光的表面具有網紋狀的外觀,線條與缸體頂部成 25 至 30 度角。
加大缸孔:
如果發現缸孔不符合技術規范或損壞,缸孔表面可以重新磨光以安裝加大尺寸的活塞和活塞環。
鏜缸必須由合格的人員在適當的鏜缸機上進行。必須注意確保氣缸與燃燒表面垂直以及處在缸孔錐度和不圓度技術規范范圍內。
遵照鏜缸機制造商的建議調整機器以獲得最高質量的鏜孔。
注: 下面給出的鏜孔直徑不是最終的缸孔尺寸。將通過最后的鏜磨操作獲得最終的缸徑。
鏜孔直徑尺寸如下:
注: 每次切削的最大切削深度必須要限定在 0.228 mm [0.009 in]。
鏜孔直徑
|
mm |
in | ||
|
第一次重鏜 |
102.469 |
標稱 |
4.0342 |
|
第二次重鏜 |
102.969 |
標稱 |
4.0539 |
鏜缸后,使用鏜磨油石將孔邊緣以 15 度倒角磨去約 1.25 mm [0.049 in]。
修理套筒:
如果孔徑需要加大 1.0 mm [0.0397 in] 以上,缸體必須 重鏜并安裝修理套筒。安裝修理套筒后可以使用標準尺寸的活塞和活塞環。
為了準備安裝修理套筒,將需要安裝修理套筒的氣缸鏜至:
孔徑 (A)
|
mm |
in | |
|
104.500 |
最小 |
4.1140 |
|
104.515 |
最大 |
4.1146 |
深度:
缸孔深度 (B)
|
mm |
in | |
|
192.65 |
最大 |
7.5846 |
這會在氣缸底部形成一個大約 6.35 mm [0.25 in] 厚 (C) 的臺階,修理襯套就安放在它的上面。
鏜缸后在安裝修理套筒以前應徹底清除缸孔中的所有金屬屑、碎片和機油。
為了幫助安裝修理套筒,將修理套筒在冰箱中至少放一個小時。為了獲得最佳的效果,冰箱溫度必須為 - 12°C [+ 10°F] 或更低。
注: 如果要安裝多個修理套筒,在每次安裝前從冰箱中取出一個修理套筒。
每次安裝套筒時,就在該缸孔的頂部涂抹一層 Loctite™ 620。

戴上防護手套,用手將冷凍的套筒盡可能推到底。
使用套筒沖頭(零件號 3823230)將修理套筒壓入或沖入缸孔中,使其接觸到缸孔底部的臺階。
將安裝好的套筒鏜至 101.956 mm [4.014 in]。
加工套筒的頂部,使高于燃燒面的突出量小于 0.050 mm [0.0019 in]。
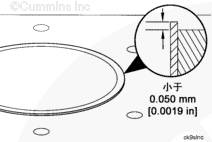
鏜缸后,使用鏜磨油石將孔邊緣以 15 度倒角磨去約 1.25 mm [0.049 in]。
在氣缸加大尺寸鏜孔或修理套筒鏜孔之后,氣缸需要進行兩個階段的鏜磨過程來拋光缸孔。推薦使用高品質的發動機缸孔鏜磨專用設備。
注: 拋光氣缸壁(需重鏜和/或安裝修理套筒)建議只使用球形磨石。
使用 300 至 400 RPM 的鏜磨轉速,往復頻率為每秒上下各一次。一定要使用等級優良的鏜磨油或 SAE 30W 發動機油和柴油的等量混合物作為鏜磨潤滑劑。
對于第一階段鏜磨或粗磨,使用軟(快速切削)的 80 號碳化硅磨石。在此階段中將氣缸磨至最終尺寸。
鏜磨尺寸
|
mm |
in | ||
|
標準缸孔/修理套筒 |
102.000 |
最小 |
4.0157 |
|
|
102.040 |
最大 |
4.0173 |
|
第一次重鏜 |
102.500 |
最小 |
4.0354 |
|
|
102.540 |
最大 |
4.0375 |
|
第二次重鏜 |
103.000 |
最小 |
4.0551 |
|
|
103.040 |
最大 |
4.0567 |
對于第二階段鏜磨或精鏜,使用中等硬度的 285 號碳化硅磨石。鏜磨氣缸 15 至 20 次,產生適當的網紋。
正確的成形缸孔表面具有網紋狀的外觀,線條與缸體頂部成 25 至 30 度角。
磨光/精磨后,使用熱水和洗滌劑的高濃度溶液清洗缸孔。
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
|
磨光/精磨后立即清洗缸孔。否則會損壞發動機。 |
清洗孔,直到清除清潔劑。用壓縮空氣吹干缸體。
|
使用壓縮空氣時,戴上合適的護目鏡和防護面罩。飛揚的碎屑和臟物會造成人身傷害。 |
|
當使用溶劑、酸或堿性材料清潔時,請遵循制造商的使用建議。戴上護目鏡并穿上防護服,以避免人身傷害。 |
|
確保在完成清洗過程后,除去蓋住挺桿孔的膠帶。否則會損壞發動機。 |
用白色、不起毛、略微浸有機油的布擦拭缸孔,檢查干凈程度。如果仍有顆粒殘留物,重復清潔過程,直到清除了所有殘留物。
使用溶劑清洗缸孔。用壓縮空氣吹干缸體。
如果缸體不會馬上使用,用防銹劑涂抹所有機加工表面。
確保蓋住缸體,防止灰塵和碎片在缸體內外聚集。

如果更換缸體或使用以前存放的缸體,在使用前一定要清除掉缸孔、密封墊密封區和主軸承孔中的所有機油/防銹劑。
最后步驟
組裝發動機。見第 AS 節 - 發動機總成
從支架上拆卸發動機,然后安裝發動機。參考第 0 節中的步驟 000-002。