 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
康明斯QSK23柴油發動機故障判斷和排除手冊之充電機、充電機驅動皮帶拆卸與安裝調整技術規格與標準的維修數據測量
康明斯QSK23柴油發動機故障判斷和排除手冊之充電機、充電機驅動皮帶拆卸與安裝調整技術規格與標準的維修數據測量

準備步驟
WARNING
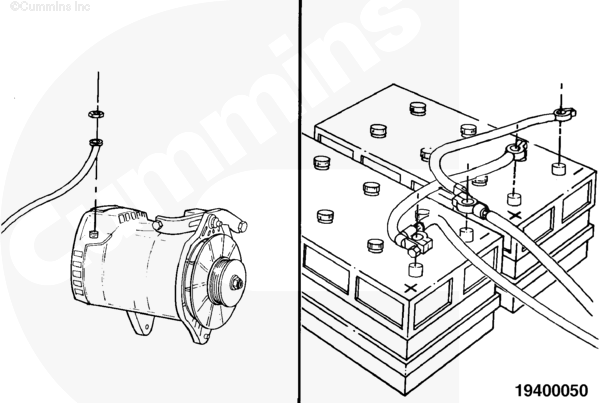
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
斷開蓄電池。
從充電機上斷開導線和接地帶。
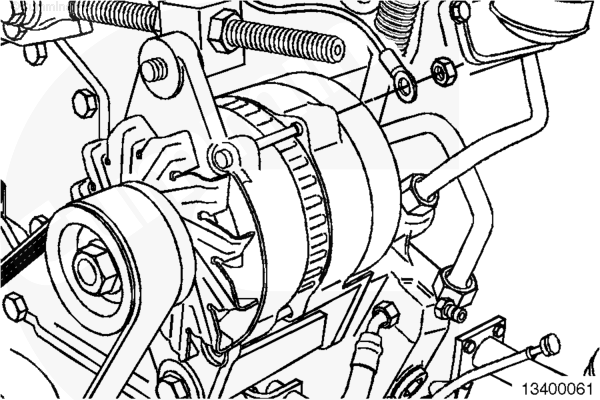
松開調節桿和充電機安裝螺釘。
松開調節螺母以除去充電機皮帶上的張力。
拆下充電機皮帶。
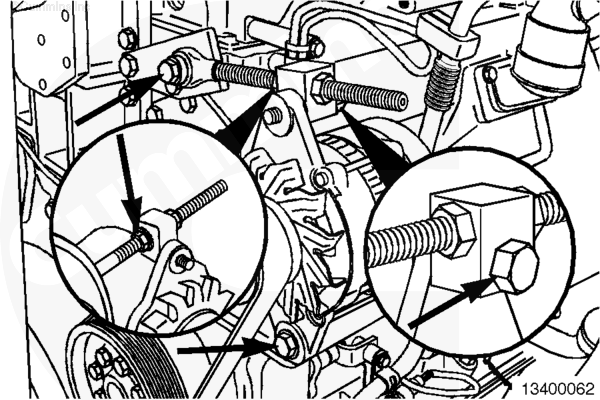
拆卸將調節桿固定到充電機支架的螺栓。
拆卸下部充電機安裝螺栓和螺母。
拆卸充電機和調節桿。
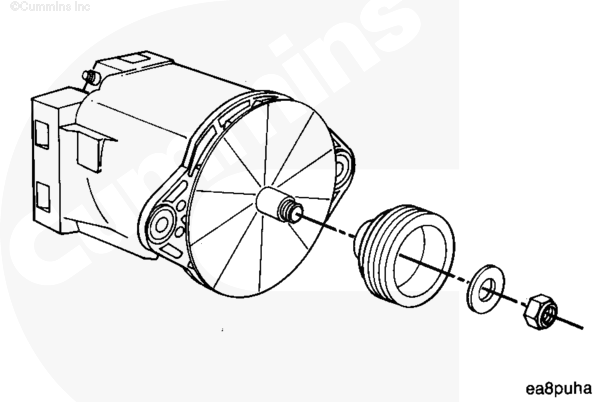
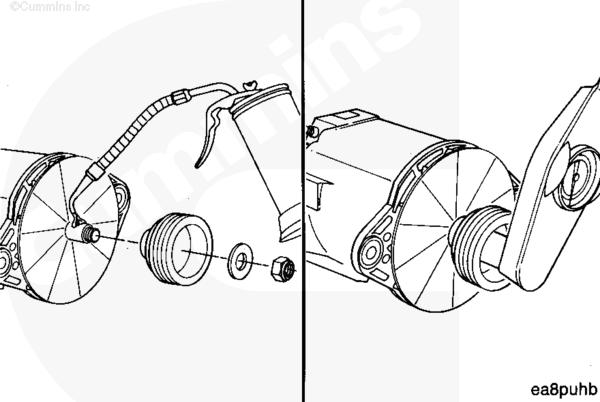
從充電機上拆下螺母和皮帶輪。
測試
以下是感應充電和馬達盤車系統分析儀或類似工具的使用說明。
在進行下列測試前,確保充電機皮帶擰緊至正確的技術規范。參考第 13 節中的步驟 013-005。
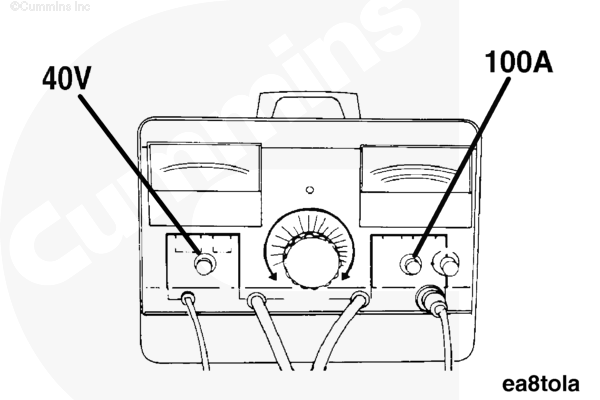
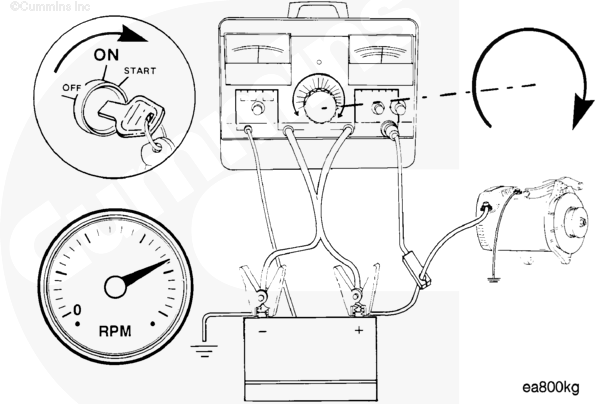
將電壓選擇鈕調到適當的檔位。對于24伏直流系統,選擇40伏(直流)檔。
將電流選擇鈕調至100安培。
WARNING
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
拆卸連接電路中任何其他蓄電池的電纜。
將分析儀導線與蓄電池的正極(+)和負極(-)端子正確連接。
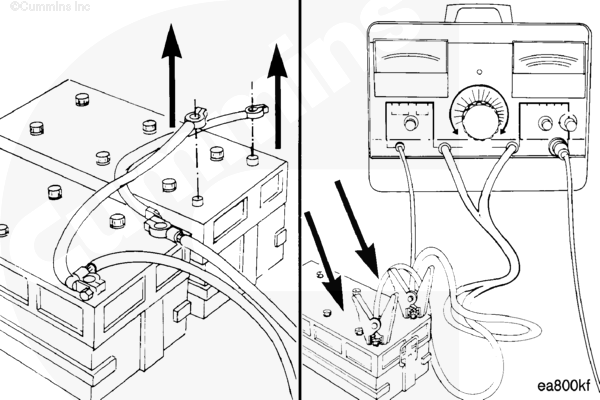
將卡鉗式電流計表筆連接到充電機輸出電纜上,盡量遠離充電機。
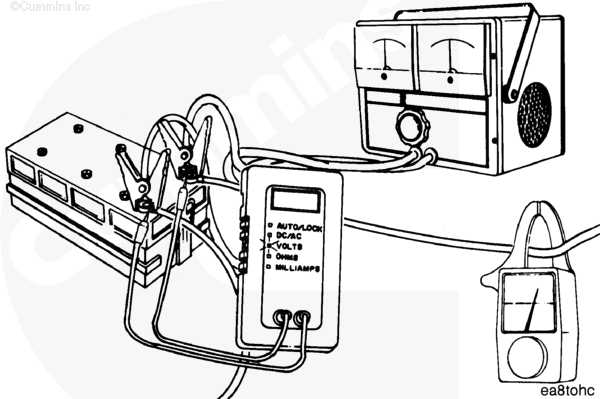
高怠速運轉發動機,順時針轉動分析儀負載控制旋鈕直到獲得最大電流讀數。
對于 24 VDC 系統,負載電壓不得降至低于 26 VDC。
所獲得的最大電流讀數就是充電機的輸出電流,此值必須符合充電機制造廠的技術規范。
充電機的最大額定輸出電流通常印在充電機上,或用標簽貼在充電機上。
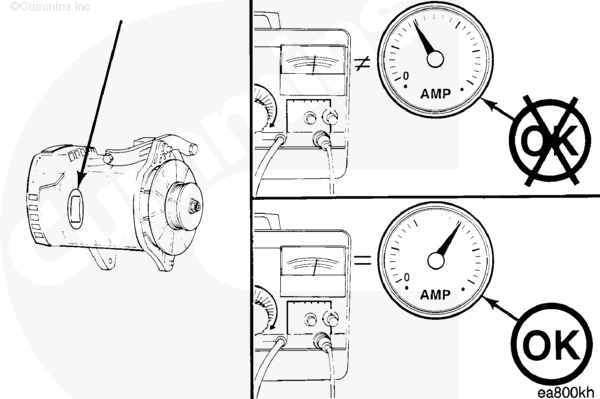
同時檢查設備電流表。如果該表讀數與測試設備讀數不同,則應更換電流表。
若充電機的輸出 超出額定值的 10%,維修或更換充電機。參考制造商的說明書。
WARNING
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
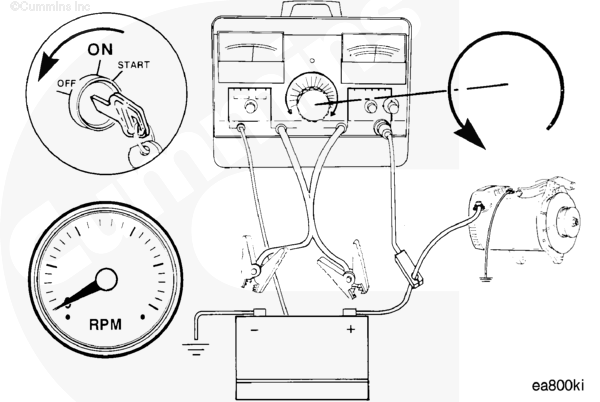
逆時針轉動分析器的負載控制旋鈕到 OFF(斷開)位置,關閉發動機。
拆下測試設備。連接所有拆下的蓄電池電纜。
安裝
清洗并檢查皮帶輪能否繼續使用。參考步驟 013-006。
使用清潔的 15W-40 機油潤滑軸。
將皮帶輪和螺母安裝在充電機軸上。
擰緊螺母。
CAUTION
不要試圖撬起皮帶輪上的皮帶,以免損壞皮帶輪和皮帶。
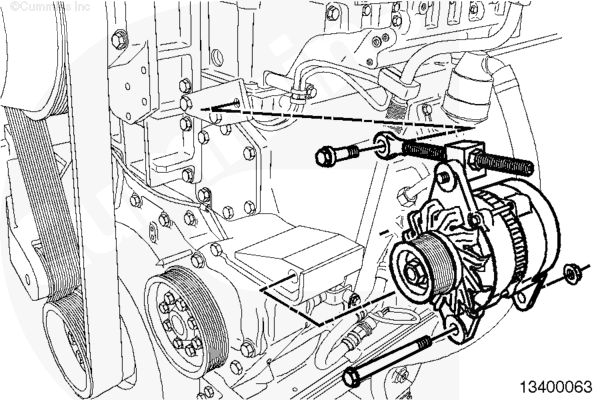
按圖示安裝充電機和調節桿。
保持充電機安裝螺栓松開直到完成皮帶調整。
安裝皮帶。參考第 13 節中的步驟 013-005。
擰緊調節桿上的防松螺母。
擰緊充電機安裝螺栓。
- 1. 196 n•m [ 125 ft-lb ]
- 1. 75 n•m [ 55 ft-lb ]
- 1. 120 n•m [ 89 ft-lb ]
WARNING
蓄電池可能有易爆性氣體逸出。為降低人身傷害的可能性,在維護蓄電池前,必須保持發動機艙通風良好。為了降低產生電弧的可能性,應首先拆下負極 (-) 蓄電池電纜,并最后連接負極 (-) 蓄電池電纜。
將導線連接到充電機上。
連接蓄電池。
拆卸
松開調節桿和充電機安裝螺釘。
松開調節螺母,釋放充電機皮帶的張力。
拆下皮帶。
檢查能否繼續使用
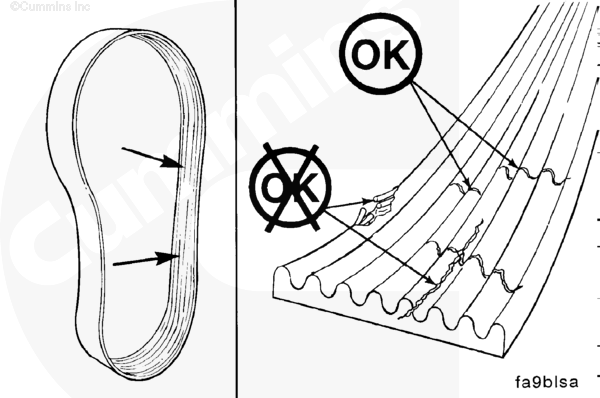
多楔皮帶
每天應檢查皮帶。檢查皮帶是否有交叉裂紋。橫向(寬度方向)裂紋可以接受。與橫向裂紋交叉的縱向(皮帶長度方向)裂紋是不能接受的。如果皮帶磨損或殘缺,則進行更換。參考第 A 節中的皮帶調整和更換步驟。
皮帶的損壞可能由下列原因造成:
- 張力不正確
- 規格和長度不正確
- 皮帶輪沒有對正
- 安裝不正確
- 工作環境惡劣
- 皮帶側有機油或潤滑脂。
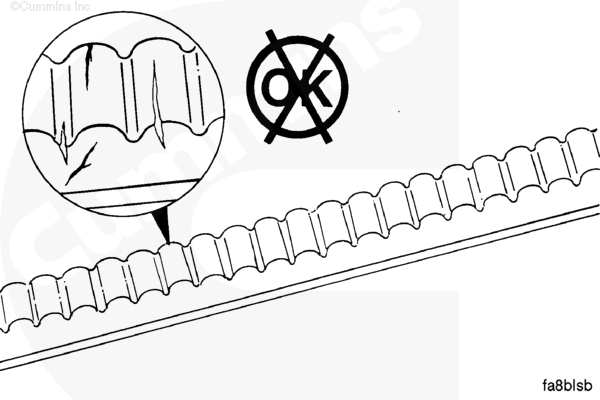
齒形皮帶
每天應檢查皮帶。如果皮帶有裂紋、磨損或殘缺,則進行更換。細小的裂紋是可以接受的。
調整表面光滑發亮的皮帶,這表明皮帶打滑。正確安裝并調緊皮帶后,皮帶輪和皮帶將均勻磨損。參考第 A 節中的皮帶調整和更換步驟。
皮帶的損壞可能由下列原因造成:
- 張力不正確
- 規格和長度不正確
- 皮帶輪沒有對正
- 安裝不正確
- 工作環境惡劣
- 皮帶上有機油或潤滑脂
在皮帶輪的中心位置測量皮帶張力。
使用替代方法(撓度法)- 在皮帶輪間的 V 形皮帶上施加 98 N [22 Ib] 的作用力,來檢查皮帶張力。如果每英尺皮帶輪中心距的撓度超過了皮帶厚度,必須調整皮帶張力。
參考第 A 節中的調整步驟。
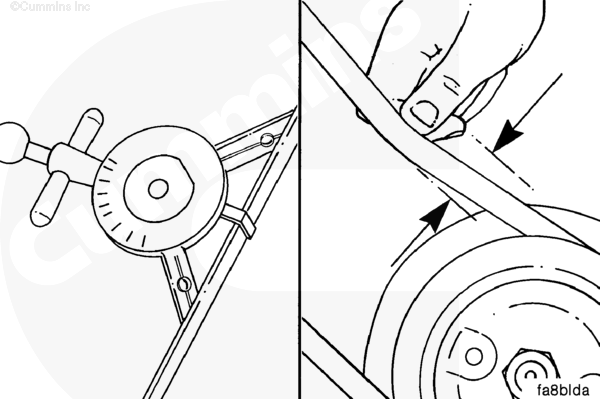
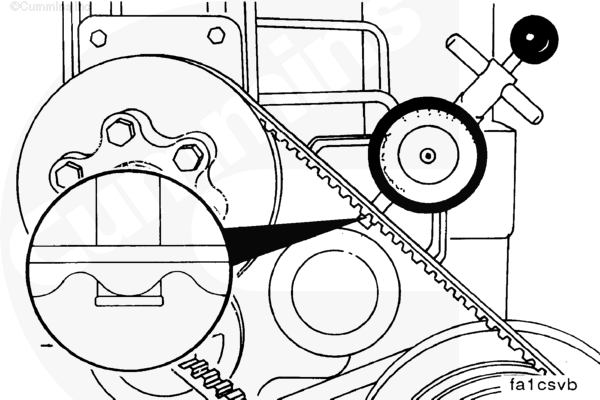
對于齒形皮帶,確保皮帶張力規安裝到位,使中心張緊桿在一個齒頂點的正上方。其他的位置將導致測量結果不正確。
安裝
不要試圖撬動皮帶輪上的皮帶。如有必要,可逆時針轉動調節螺釘以縮短調節桿。安裝充電機皮帶。
擰緊調節桿上的防松螺母。
擰緊調整連接件和充電機安裝螺釘。
防松螺母:
充電機安裝螺栓(頂部):
充電機安裝螺栓(底部):
充電機調節桿安裝螺栓:

調整
松開充電機和調節桿安裝螺釘。
松開調節桿上的防松螺母。
順時針旋轉調整螺釘以使皮帶張緊。

擰緊調整螺釘上的防松螺母。
擰緊調整連接件和充電機安裝螺釘。
防松螺母:
充電機安裝螺栓(頂部):
充電機安裝螺栓(底部):
充電機調節桿安裝螺栓:
再次檢查皮帶張力,確保皮帶正確張緊。
皮帶張力必須為:
| 測量 | ||
| n | lbf | |
| 多楔皮帶 | 670 | 150 |
齒形皮帶
- 使用皮帶撓度法設置皮帶張力。
拆卸
松開調節桿和充電機安裝螺釘。
松開調節螺母,釋放充電機皮帶的張力。
拆下皮帶。
檢查能否繼續使用
多楔皮帶
每天應檢查皮帶。檢查皮帶是否有交叉裂紋。橫向(寬度方向)裂紋可以接受。與橫向裂紋交叉的縱向(皮帶長度方向)裂紋是不能接受的。如果皮帶磨損或殘缺,則進行更換。參考第 A 節中的皮帶調整和更換步驟。
皮帶的損壞可能由下列原因造成:
- 張力不正確
- 規格和長度不正確
- 皮帶輪沒有對正
- 安裝不正確
- 工作環境惡劣
- 皮帶側有機油或潤滑脂。
齒形皮帶
每天應檢查皮帶。如果皮帶有裂紋、磨損或殘缺,則進行更換。細小的裂紋是可以接受的。
調整表面光滑發亮的皮帶,這表明皮帶打滑。正確安裝并調緊皮帶后,皮帶輪和皮帶將均勻磨損。參考第 A 節中的皮帶調整和更換步驟。
皮帶的損壞可能由下列原因造成:
- 張力不正確
- 規格和長度不正確
- 皮帶輪沒有對正
- 安裝不正確
- 工作環境惡劣
- 皮帶上有機油或潤滑脂
在皮帶輪的中心位置測量皮帶張力。
使用替代方法(撓度法)- 在皮帶輪間的 V 形皮帶上施加 98 N [22 Ib] 的作用力,來檢查皮帶張力。如果每英尺皮帶輪中心距的撓度超過了皮帶厚度,必須調整皮帶張力。
參考第 A 節中的調整步驟。
對于齒形皮帶,確保皮帶張力規安裝到位,使中心張緊桿在一個齒頂點的正上方。其他的位置將導致測量結果不正確。
安裝
不要試圖撬動皮帶輪上的皮帶。如有必要,可逆時針轉動調節螺釘以縮短調節桿。安裝充電機皮帶。
擰緊調節桿上的防松螺母。
擰緊調整連接件和充電機安裝螺釘。
防松螺母:
充電機安裝螺栓(頂部):
充電機安裝螺栓(底部):
充電機調節桿安裝螺栓:
調整
松開充電機和調節桿安裝螺釘。
松開調節桿上的防松螺母。
順時針旋轉調整螺釘以使皮帶張緊。
擰緊調整螺釘上的防松螺母。
擰緊調整連接件和充電機安裝螺釘。
防松螺母:
充電機安裝螺栓(頂部):
充電機安裝螺栓(底部):
充電機調節桿安裝螺栓:
再次檢查皮帶張力,確保皮帶正確張緊。
皮帶張力必須為:
| 測量 | ||
| n | lbf | |
| 多楔皮帶 | 670 | 150 |
齒形皮帶
- 使用皮帶撓度法設置皮帶張力。